روش های (فرآیند) تولید پیچ و مهره(شناخت انواع پیچ مهره)
پیچ:
اساس شکل پیچ عبارتست ازیک منحنی حلزونی که ازگردش خطی مانند تحت زاویه برروی استوانه ای به شعاع R . گردش این خط می تواند از راست به چپ ویا از چپ به راست باشد. نوع اول راپیچ راست گرد و نوع دوم را پیچ چپ گرد می گویند.به عبارت دیگر اگر یک مثلث قائم الزاویه را به گونه ای دور یک استوانه بپیچیم که ضلع مجاور به گوشه قائم باکف استوانه موازی باشد،قطرآن روی استوانه نمایشی از پیچ خواهد داشت.لازم به توضیح است که قاعده این مثلث برابر با محیط قاعده استوانه است.
انواع دنده ها( رزوه ها):
۱-پیچ دنده مثلثی ۶۰ درجه
۲-پیچ دنده تخت
۳-پیچ دنده یونیفاید
۴-پیچ دنده مربعی
۵-پیچ دنده ذوزنقه ای
۶-پیچ دنده ویت ورث
۷-پیچ دنده مارپیچ
۸-پیچ دنده گرد
۹-پیچ دنده اره ای
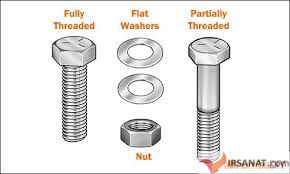
رزوه یا دنده به دودسته تقسیم می شود:
الف)دنده درشت((coarse
ب)دنده ریز(fine)
مزایای دنده ریزها:
الف) نسبت به دندانه درشت ها (البته با قطرمساوی ) به دلیل سطح مقطع تنش بیشتر((As وقطر ریشه (minor diameter) بزرگ تر، استحکام مکانیکی بیشتری دارند.
ب) به علت کوتاه تر بودن طول دامنه و دارا بودن سطح تماس بیشتر، تمایل به لقی کمتری دارند بنابراین می توان ازآنها در بارهای دینامیک نیز استفاده نمود.
ج) به دلیل طول گام کمتر، امکان انجام تنظیمات دقیق تری را در تجهیزات حساس فراهم می کنند.
د) نسبت به دنده درشت ها ،گشتاورکمتری نیاز دارند تا به پیش تنیدگی معینی برسند.
ه) ایجاد رزوه های ریز (tapping) ازآلیاژهای با سختی بالا،آسانتر می باشد.
معایب دنده ریزها:
الف) آسیب پذیری بیشتری دارند.
ب) طول درگیری رزوه دردندانه های ریز باید بیشتر باشد.
ج) برای نصب ومونتا ژهایی با سرعت بالامناسب نیستند.
د) تولید دشوار و هزینه زیادی دارند.
ه) مقاومت به خستگی کمتری نسبت به دندانه درشت ها دارند.
و) درمقابل کچل شدن رزوه ها (stripping) مقاومت کمتری ازخود نشان می دهند درشرایط عادی، استفاده ازپیچ دنده درشت ترجیح داده می شود، مگر اینکه درطراحی، استفاده ازپیچ دنده ریز ذکرشود.
کلاس لقی یامحکم بودن پیچ ها:
پیچ هایا اینچی (unified) هستند یا متریک (iso) و رزوه های پیچ ها بر اساس تلرانس ابعادی ومیزان لقی، به کلاس ها یا دسته های متفاوتی تقسیم میشوند. درسیستم اینچی، سه دسته یاکلاس لقی ۱ و ۲و ۳ تعریف میشودکه درآنها به ترتیب، میزان لقی کاهش یافته و میزان تلرانس ها، ظریف ودقیق ترمیشود. بعد از ارقام فوق، حروف A یاB می آید.
A نشانگر رزوه خارجی (پیچ) و B نشانگر رزوه داخلی (مهره ) است بنابراین ۶ دسته کلاس لقی درسیستم اینچی تعریف میشود باعناوین:۳B،۳A،۲B،۲A،۱B،۱A درموردپیچ های متریک، نامگذاری کمی پیچیده تراست.اولین رقم وحرف (۶g) ، معرف لقی طول رزوه یا قطرموثرو دومین رقم وحرف (۷g) معرف لقی عمق رزوه یا همان قطر بزرگ می باشد.
البته به دلیل اینکه پیچ ومهره همواره همراه هم هستند،کلاس آنها را با هم بیان می کنیم مثلا”۶H/ 5h که عبارت قبل ازاعشارمربوط به پیچ و بعد از اعشار مربوط به مهره می باشد.
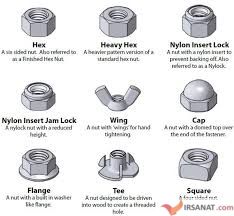
انواع سر پیچ ها:
یکی از انواع اتصالات راپیچ ها تشکیل می دهند، دامنه کاربردپیچ ها درصنایع مختلف بسیاروسیع بوده و بیشترین اتصالات بوسیله آنها صورت می گیرند.پیچ ها از نظرمقاومت، محل کاربرد، شکل ظاهری وآچارخورشان به انواع مختلف تقسیم می شوند که عبارتند از:
۱- پیچ های شش گوش
۲- پیچ های چهارگوش
۳- پیچ های گرد (سرساچمه ای)
۴- پیچ های سرتخت
۵- پیچ های آلن
۶- پیچ های دوسر
۷- پیچ های چوب
۸- پیچ های متفرقه : این نوع پیچ ها بستگی به مقاومت، شکل ظاهری، نوع کاربرد و محل اتصال دارند.
روشهای تولید:
پیچ ها با درنظرگرفتن محل کاربرد، اندازه، دقت وتعداد از طرق مختلفی تولید میشوند.
الف) ماشینکاری
۱- تراشکاری: معمولا”پیچ های خاصی که تعدادکمی ازآنها موردنیاز است توسط این روش ساخته
می شوند.درهرحال هزینه تولید بالا بوده و دقت کار چندان زیاد نمی باشد.فرآیند کار به این صورت است که قطعه ای که باید پیچ ومهره شود توسط دستگاه تراش به سایز مورد نظر میرسد . برای پیچها قطرخارجی پیچ تراشیده می شود و برای مهره ها قطرداخلی مهره. سپس توسط قلم پیچ تراشی و به کمک جعبه دنده پیچ بری دستگاه تراش رزوه موردنظر ساخته می شود.
مزایا :
– نامحدود بودن تولید پیچ نسبت به قطر و طول .
– حصول و اجرای تمامی مشخصات فنی مورد نیاز.
معایب :
– هزینه زیاد و زمان زیاد تولید .
– کاهش استحکام مکانیکی به دلیل پارگی الیاف و مرزهای دانه ها .
۲- قلاویز: این طریق برای ایجاد رزوه های داخلی بکار می رود. نیاز به صرف وقت و هزینه زیاد دارد و معمولا”مهره هایی که دارای آلیاژ نرم هستند توسط این روش ساخته می شوند.
قلاویزها به دودسته الف) دستی ب) ماشینی تقسیم می شوند.
معمولا” قلاویزهای دستی را به ترتیب ۱- قلاویز اول رو ۲- قلاویز دوم رو ۳- قلاویز سوم رو
استفاده می کنند، ولی قلاویزهای ماشینی تکی هستند و با یک حرکت گردشی وعمقی، عمل رزوه زنی انجام می شود.هنگام قلاویززنی از روغن به عنوان خنک کننده،صیقلی کننده سطح و دورکننده پلیسه از محل رزوه استفاده می شود.توسط قلاویز کلیه سوراخهای بن بست یا راه بدر،درقطعات ساده یا پیچیده رزوه میشود.قلاویزهای ماشینی به کمک دستگاه رزوه زنی مخصوص که توانایی وسرعت فوق العاده ای دارد زده میشود ویا توسط دستگاه Tap matice که به جای سه نظام یا کالت دردستگاه دریل یا فرز نصب میشود این عمل انجام می گردد.
۳- حدیده : این وسیله برای ایجاد رزوه های خارجی بکارمی رود مانند روش قبلی نیاز به وقت و هزینه زیاد دارد و در هرحال دقت کارقابل توجه نیست .
فرآیند های تراشکاری ، قلاویززنی وحدیده زنی برای تولید پیچ و مهره با تیراژ کم و یا پیچها ومهره های مخصوص کاربرد دارد و عمده ترین روش ساخت پیچ و مهره ، روش غلطک کاری یا THREAD ROOL می باشد.
ب) غلطک کاری یا نورد :
این عمل توسط غلطکهای تخت، دایره ای و یا نیم دایره ای صورت می گیرد و دقت کاربستگی مستقیم به دقت غلطکها دارد.شکل رزوه ها روی غلطکهای سخت، ایجاد شده که قطعه درمیان آنها قرارمی گیرد و شکل موجود روی غلطک، روی کارمنتقل می گردد.دراین روش به جای تراش و حذف قسمتهایی ازمیلگرد اولیه، رزوه ها توسط فرآیند نورد تولید خواهد شد.ضعیف ترین منطقه رزوه نسبت به نیروهای مکانیکی ،قطر کوچک (Minor) است وچون این مقدار در هردو روش تولید برابر می باشد، ازنظر مقاومت یکسانند، ازطرفی ،کار سرد برروی آلیاژ پیچ در روش نبرد ،موجب افزایش فشردگی واستحکام رزوه ها می گردد.در این روش ،بعد ازعملیات رزوه زنی ،پیچ های باگرید ۸٫۸ و بالاتر،برای افزایش استحکام وسختی ،موردعملیات حرارتی سختکاری بین ۷۰۰ -۹۰۰ درجه سانتی گراد قرار گرفته آستنیتی می شود (۱۰ دقیقه به ازای هر ۱۰ میلی متر ضخامت )،سپس در روغن کوئنچ شده وپس از آن،برای بازگشت خواص ضربه پذیری و جلوگیری از تردی در دمای ۴۰۰ تا ۶۰۰ درجه سانتی گراد تمپر می گردد. هنگام عملیات حرارتی (Tempring-Quench) ،
به منظور جلوگیری از کربوره شدن بیش از حد یا دکربوره شدن ،دمای کوره باید خنثی بوده و تحت کنترل باشد .عملیات حرارتی در کنار مواد اولیه وفرآیند تولید ،از ارکان تولید پیچ و مهره به حساب می آید .
مزایا :
– هزینه پایین وزمان کم تولید
– هزینه کم مواد اولیه ، پوشش ضعیف عملیات حرارتی و حمل ونقل به دلیل داشتن وزن کمتر
(به واسطه قطر ساق کمتر )
– سطح نهایی صیقل و پرداخت مناسب
معایب :
– محدودیت تولید به ازای قطر وطول در برخی دستگاه ها
این روش برای تولیدهای انبوه مصرف می شود و از نظر اقتصادی و صرف هزینه قابل توجه است. ادغام این روش با روش کله زنی، رایج ترین نحوه تولید را باعث می گردد.
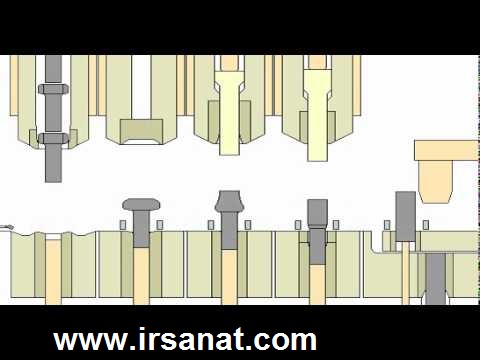
مراحل ساخت پیچ و مهره به روشهای کله زنی سرد وگرم :
کله زنی
کله زنی یک فرایند تولید با سرعت زیاد است. در این روش مقدار ضایعات بسیارکم ویا حداقل هزینه قطعات با کیفیت بسیا ربالا تولید می شوند.بسیاری از قطعات دوتکه را می توان بعد از طراحی مجدد توسط این روش ساخت.
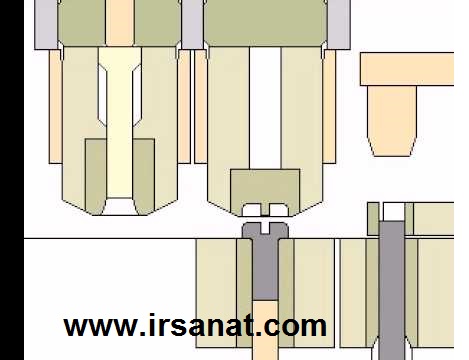
مراحل ساخت به روش کله زنی سرد
درکله زنی سرد و گرم به مقدار قابل ملاحظه ای از ضایعات تولید درساخت قطعات کوچک از قبیل پیچ و مهره، میخ پرچ و غیره جلوگیری می شود.قطعات به طرق سرد وگرم و با سرعت زیاد با ماشین های کله زنی شکل می گیرند. این روش ها از روشهای ماشین کاری وحدیده کردن مقرون به صرفه ترهستند. قابل ذکراست که قطعات شکل گرفته ازکیفیت برتری برخوردارند .بنابراین برای رسیدن به حداکثرجلوگیری ازضایعات، باید از روشهای مشخصی برای طراحی این تولیدات استفاده کرد.
امتیازات کله زنی
۱- کاهش قیمت و صرفه جویی دروقت
۲- تولید سریع
۳- قیمت کمترمواد خام اولیه
۴- کاهش ضایعات
۵- ایجاد سطوح صاف وپرداخت شده
۶- مقاومت زیاد درمقابل ضربه و سایش
۷- تنوع تولیدات از نظر اندازه و شکل
۸- تنوع درانتخاب مواد اولیه “فولادی وغیرفولادی”
بزرگترین جنبه اقتصادی بودن روش کله زنی هنگامی شناخته می شود که تولید به تعداد زیاد مورد نیاز باشد.هزینه ابزارها وقالبهای ضروری، زمان تنظیم کردن ماشین به نسبت، روی تعداد تولیدات تقسیم شده و واحد هزینه راکاهش می دهد.

کله زنی گرم
کله زنی گرم ازلحاظ طراحی وکارمشابه کله زنی سرد می باشد. اغلب کله زن های گرم ازنوع قالب بازشونده هستندکه معمولا”چندین شیار روی سطوح جفت شونده آنها وجود دارد.درحین ضربات قطعه ازیک شیار به شیاردیگرمنتل می شود. باتوجه به نوع کار،کله زن های گرم می توانند به طورمداوم ویا متناوب کارکنند.این دستگاه ها معمولا”برای کارهایی با قطربزرگترنسبت به نوع سرد وبرای میل گردهایی بطول شش اینچ بکا ر
می روند.نوع اتوماتیک این دستگاهها قادربه تولید ۸۰ تا ۱۲۰ قطعه دردقیقه می باشند .بعضی ازماشین های مختلط جدید ساخت مهره قادرند تا ۲۲۵ قطعه دردقیقه تولیدکنند.سرعت کارکله زن های گرم غیر اتوماتیک ودستی بستگی به اندازه کا ر و مهارت اپراتور دارد.
معمول ترین مواد خام برای کله زن های گرم، میل گردهای صاف هستند. می توان تمام طول میله گرد راپیشگرم کرد ویا آنرا بطول مورد نظرقطع و تنها قسمتی ازسر راکه می بایستی شکل بگیرد گرم کرده وسپس آنها را بطوردستی ویا اتوماتیک بداخل دستگاه هدایت کرد.
گرم کردن
برای گرم کردن میل گردها ازکوره های گازسوز ویانفت سوزاستفاده می شود ولی درسالهای اخیرمیزان استفاده ازانرژی الکتریکی برای گرم کردن افزایش یافته است.دراین روش می توان بدقت درجه حرارت راکنترل کرد و مقدار اکسیدتشکیل شده درروی موادکمترازکوره های گازی ونفت سوزمی باشد.گرم کردن الکتریکی با استفاده ازروشهای مقاومتی ویا القایی صورت می گیرد.درگرم کردن مقاومتی،کاردراندازه مناسب بریده شده وبین دو الکترود که جریان ازآن می گذرد،قرارمی گیرد تا بحد کافی گرم شود.
درگرم کردن القایی، قطعه ای را که باید گرم کرد ازمیان یک سیم پیچ که ازآن جریان می گذرد قرار می دهند که جریان القائی بوجود آمده باعث گرم شدن سریع کارمی گردد.
کله زنی سرد
قطعاتی که نیاز به شکل های متفاوت با تلورانس های دقیق دارند، بوسیله این پرس های سنگین و بزرگ باسرعت زیاد تولید می شوند.متعلقات این ماشین ها ازقبیل غلطک های تنظیم کننده ،تیغه برش ،سنبه
بیرون انداز درهر زمان به آسانی قابل تعویض می باشند.این ماشین ها دارای مدل های سیکل کوتاه و بلند هستند.مدل سیکل کوتاه تاکید درسرعت داشته ومدل های سیکل بلند توانایی قالب های دوضربه ای رادارند.
بطورمثال: درروی مفتول های بقطر۴ /۱ اینچ می توانند تا طول ۳ اینچ را تولید نمایند.
موادخام دراین روش معمولا”بصورت میله گرد ویاکلاف است که دردرجه حرارت محیط وارد ماشین
می شود.ماشین های کله زنی بواسطه تعداد ضرباتی که در هردقیقه می زنند نوع قالب و شکل قطعه بریده شده انواع متفاوتی دارند.برای ساختن قطعات کوچک (۱۶/۱) اینچ ازماشین های کوچک استفاده می شود.ماشین های دوضربه ای می توانند تا ۲۵۰ قطعه دردقیقه و ماشین های تک ضربه ای تا ۴۲۰ قطعه دردقیقه تولید نمایند.
ماشین های تک ضربه ای،دوضربه ای
اغلب ماشین های کله زنی یک ضربه ای ویا دوضربه ای هستند.در سیستم های تک ضربه ای،چکش کله زن تنهایک ضربه می زند ودر ماشین های دوضربه ای و سه ضربه ای این عمل دو ویا سه بارصورت می گیرد و هرکدام ازضربه ها توسط چکش خاصی زده می شود.
ماشین های کله زنی مختلط
این ماشین ها اختصاصا” برای چند قالب بسته که هرکدام دارای چکش ضربه زن مستقل هستند طراحی
شده اند.اینها نسبت به ماشین های دوضربه ای استاندارد،کار بیشتری روی قطعه انجام می دهند.یکی ازانواع این ماشین ها طی مراحل مختلفی به ترتیب شکل سر،شش گوش سر، رزوه خور و رزوه راشکل می دهد.

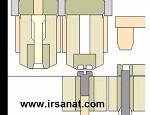
قالبهای کله زنی سرد
درصد بزرگی ازقالبهای کله زنی سرد را می توان ازجنس فولادهای کربنی سخت شونده درآب،باکرم و وانادیم ویا بدون این عناصرانتخاب نمود.فولادهای w1وw2 ،w3 ،w4 وw5 با درصد کربن ۸۵ /۰ تا ۱۰/۱ ازاین جمله هستند.
سختی سطح دراین قالب ها در حدود ۶۰ راکول c بوده درحالی که سختی آن در داخل ۴۰ تا ۵۰ می باشد. درصورتی که تنش های سطحی کم باشند،می توان ازفولاد نوع M2 نیزاستفاده کرد زیرااین فولاد تا مغزسخت می شود ودرنتیجه قابلیت ضربه پذیری آن کاهش می یابد.این فولاد درحین عملیات حرارتی تاب برنمی دارد و مقاومت به سایش بهتری نسبت به فولادهای سخت شونده درآب دارد .هزینه اولیه آن نیزبیشترمی باشد. درهنگام تولید زیاد باید از قالب های پرسی استفاده کرد که این قالب ها دریک پوسته فولادی دیگرپرس
می شوند.این پوسته می تواند ازجنس فولادH11 و یا H12 باشد که سختی آن حدود ۴۰ راکول است.
مناسب ترین و بهترین ماده برای قالب های کله زنی کاربید تنگستن است که پودرآن با استفاده از چسب کبالت بهم متصل شده اند.سطح داخلی قالب های کله زنی باید کاملا”پرداخت باشند و وجود اکسید ویا روغنکاری غلط باعث ساییدگی آنها می شود.درصورت جوش خوردن سطح کار با سطح داخلی قالب که براثرعدم روغنکاری صحیح حاصل می شود،پرداخت سطحی قالب ازمیان می رود. این پدیده ساییدگی نام دارد و از عوامل مهم فرسودگی قالب های کله زنی است.
قالب های یک تکه
این نوع قالب ها بصورت استوانه ای شکل ویک تکه می باشندکه درمیان آن سوراخی با شکل واندازه معین وجود دارد.یک پین بیرون انداز در داخل سوراخ و از قسمت پشت آن حرکت می کند.مفتول بریده شده توسط انگشت مکانیکی به داخل سوراخ هدایت شده و بوسیله بیرون انداز ازسمت دیگرنگه داشته می شود.قسمتی ازقطعه که بیرون مانده توسط چکش هایی باشکل مناسب یک ویا دوبارضربه خورده وسپس پین بیرون انداز درداخل سوراخ حرکت کرده و قطعه ساخته شده را با فشاربیرون می اندازد.
قالب های دوتکه
این نوع قالب ها شامل دوتکه هستندکه هرکدام یک تکه قالب نام دارند.روی آنها شیارهایی نیم دایره ایجاد شده و روی هم قرارگرفته و سوراخی گرد ایجاد می کنند.یکی ازاین تکه ها ثابت ودیگری درفاصله محدودی ازقسمت ثابت حرکت می کند.درعمل قسمت متحرک ازقسمت ثابت جدا شده و مفتول ازپشت داخل قالب
می شود.موقعی که طول مناسبی ازماده خام ازقسمت جلو خارج گردید قسمت متحرک بطرف قسمت ثابت حرکت کرده ومفتول محکم بین این دو قسمت قرارمی گیرد و سپس با هم حرکت کرده ومفتول را قطع
می کند. چکش های کله زنی با شکل مناسب وتعیین شده یک یادو ضربه به قسمت بیرون مانده مفتول
می زنند،سپس قالب ها از یکدیگرجدا شده وقطعه را آزاد می کند که از ماشین خارج شده و سیکل دو باره تکرار می شود.
اکستروژن :
واژه ی اکستروژن همان طوری که در صنعت کله زنی استعمال می شود به معنی تبدیل قطر مفتول به قطری کوچکتر توسط فشردن آن به داخل قالبی کوچکتر میباشد.این مرحله رامی توان بلافاصله بعد ازکله زنی نهایی ویا بعنوان یک عمل ثانوی درماشین دیگری انجام داد .عمل اکستروژن با استفاده از قالبی انجام می گیرد که دروسط، سوراخی قراردارد که قسمت جلوی این سوراخ برای ورود پیچ به اندازه کافی بزرگ است ولی بعد کوچکتر می شود.قطعه، وارد قالب شده اما موقعی که به سوراخ کوچکتر می رسد باید تحت فشار قرارگیرد تا به داخل آن اکسترود شود.عمل اکستروژن رامی توان برای یک ویا دو سرقطعه انجام داد.مهمترین هدف عمل اکستروژن کاهش دادن قطرقطعه برای آماده کردن مرحله رزوه زنی می باشد
قطر قسمتی ازقطعه که اکسترود شده و بعدا” رزوه می شود می بایستی مطابق شکل به اندازه قطر بدنه “قسمتی که رزوه نشده” باشد. گاهی اوقات لازم می شود که توسط این روش قسمت پایین بدنه قطعه را برای منظورهای بخصوصی به قطر کوچکتر رسانید.در مقایسه با روشهای دیگر مثل سنگ زدن ،فرزکاری و ماشین کاری ، روش اکستروژن بسیار سریعتر بوده وباعث صرفه جویی نیز می شود.
شیار زدن
شیارها روی بدنه از زیر سر به طرف پایین کشیده می شوند. این شیارها اغلب در مجموعه قطعات متصل شده به یکدیگر قبل از پرچ کاری ویا بستن مهره دائمی برای محکم شدن پیچ ها در محل خود ، بکار می روند. شیارهای ساخته شده توسط روش کله زنی باعث تسریع کار وجلوگیری از کاهش قطر بدنه توسط عملیات ثانوی می شوند.
علامت گذاری
برای شناسایی بیشتر قطعات درمرحله کله زنی یک یا چند حرف ویا عددکه نشان دهنده نام سازنده ، شماره فنی ، مواد خام وغیره می باشند بکار می روند. این علامتها بصورت برجسته ویا فرو رفته در روی سر زده
می شوند.زدن علامتهای فرو رفته درروی سر از نظرابزار مورد نیاز مشکل تر وگران تر می باشد.
شکاف زدن
اغلب اوقات می توان شکافی در روی سر ویا درجای دیگر روی قطعه قرار داد.شکاف مخصوص پیچ گوشتی ، حفره پیچ های شش گوش وشکاف های دیگررا در مرحله کله زنی می توان ساخت همچنین بیشتر شکاف های آچار خور در مرحله ثانویه را می توان بوسیله ماشین های تراش اتوماتیک تراشید.
آرایش سر
این مرحله از کار در روی ماشین های کله زنی و یا در مراحل ثانویه انجام می گردد. شکل مورد نیاز به وسیله قالب با ضربه زده شده و پلیسه اضافی دور سر برداشته می شود. اشکال متناوب استاندارد ویا مخصوص را
می توان به وسیله ماشین های شش گوش زن بدست آورد.
غلطک کاری
برای اطمینان ازعکس العمل مناسب پیچ هایی که تحت نیروهای کششی زیاد هستند،لازم است تا توسط روش فیلت رول کریستالهای فلزی رابط بین سر و بدنه پیچ فشرده شوند تا حداکثر چسبندگی بین این دو قسمت حاصل گردد. عمل فیلت رول توسط غلطک ها ، باعث بوجود آمدن قوسی مناسب شده که در نتیجه از تمرکز نیروها در یک نقطه ممانعت بعمل می آورد.
قالب های رزوه زنی
قالب های رزوه ای باید بحدکافی سخت باشند تا بتوانند درمقابل نیروهایی که باعث ایجاد رزوه
می شوند،مقاومت کافی داشته باشند.ازدیگرخصوصیات این قالب ها،مقاومت به سایش و چقرمگی کافی برای تنظیم نیروهای وارده می باشد.تنش حاصله درحین کار،این قالب ها راخسته می کنند و درنتیجه رزوه های آن ترک خورده و می شکنند،ولی درصورتیکه ماشین به خوبی تنظیم شود وسرعت ومقدارقطعات نیز بدرستی انتخاب شوند،ماکزیمم کارایی را دارند.سطح کار باید عاری ازهرگونه اکسید وپوسته باشند زیرا این عوامل مستقیما”روی عمرقالب اثرمی گذارند.با توجه به نکات ذکرشده مناسب ترین فولادها برای این امر M2 ، D2 ،A2 می باشند که دارای کربن وکرم زیاد هستند.
قبل ازسخت کردن باید این قالب ها را تاباند تا کاربیدهای موجود بطور یکنواخت توزیع شوندکه درنتیجه، درحین عملیات حرارتی،دقت ابعادی و ترکیبی آن حفظ شود.عمرقالب های ازجنس A2 ، ۱۰ درصدکمتراز M2 و D2 است. عواملی که روی عمرقالب های رزوه زنی تاثیرمی گذارند عبارتند از: سختی کار،گام پیچ، اندازه ودقت کار، دقت درتنظیم اولیه دستگاه ، تمیز نبودن سطح کار، سرعت رزوه زنی.
منابع:
maadsa.ir و daneshju-club.com و www.mohandesidl.ir وبرایش ایران صنعت www.irsanat.com
برچسپ ها : برچسپ ها : روش های (فرآیند) تولید پیچ و مهره(شناخت انواع پیچ مهره)



















































 فنی تخصصی
فنی تخصصی
 اخبار
اخبار
 سلامت و تندرستی
سلامت و تندرستی
 گردشگری
گردشگری
 کامپیوتر و اینترنت
کامپیوتر و اینترنت
 دین و مذهب
دین و مذهب
 فرهنگ وهنر
فرهنگ وهنر
 ورزشی
ورزشی
 بازار
بازار
 کودکان و والدین
کودکان و والدین
 زناشویی
زناشویی
 بازی وسرگرمی
بازی وسرگرمی